Die Auswahl der Testsysteme zum Testen von elektronischen Flachbaugruppen
Wir stellen immer wieder fest, dass Testsysteme zum Testen von elektronischen Flachbaugruppen ganz spezifisch entwickelt und dann auch nur für diese Baugruppe hergestellt werden. Wenn diese Baugruppe über viele Jahre hinweg mit einer Stückzahl von weit über 100.000 läuft, kann eine solche Lösung durchaus sinnvoll sein und die Kosten dieser Investition können sich im Rahmen des Auftrags amortisieren. Nachdem wir aber festgestellt haben, dass die meisten Hersteller von elektronischen Baugruppen, und zwar etwa 76-77 %, eine Typenvielfalt von 3 bis 500 Stück und mehr haben, muss man natürlich Testsysteme vorziehen, die eine hohe Flexibilität besitzen und für all diese Baugruppen optimal verwendet werden können. Eine weitere Gruppe von typisch 7-8 % der deutschen Hersteller haben etwa 6-8 verschiedene Typen bei Stückzahlen zwischen 20.000 und einer Million. Stellt man in diesem Fall ein Testsystem für jeden der einzelnen Typen her, kann das durchaus wirtschaftlich sein. 7-8 % des Marktes sind jedoch kein repräsentativer Wert, der dafür steht, spezielle Lösungen, möglichst als Turnkey-Lösungen zu erstellen, die Stückzahlen können aber durchaus eine gewisse Wirtschaftlichkeit ermöglichen.
Eine große Anzahl von Herstellern von elektronischen Flachbaugruppen, und sie bilden bei weitem die Mehrheit in der deutschen Industrie, haben auf Grund der Typenvielfalt nur Stückzahlen, die typisch bei 100 oder mehr liegen. Lässt man dafür ein spezielles Testsystem entwickeln, kommt man auf viele, viele Testsysteme, die auch nicht ganz billig sind, und wenn die Baugruppe obsolet ist oder durch andere Baugruppen ersetzt wird, ist der Tester unbrauchbar.
Eine spezielle Gruppe in diesem Bereich sind die Dienstleister, die Flachbaugruppen für Hersteller bestücken und auf Grund der Produkthaftungsgesetzes bei Fehlern voll in die Haftung genommen werden, so dass ein Incircuit- und ein Funktionstest immer ein Muss ist. Vielen dieser Dienstleister ist nicht bekannt, dass sie für Fehler bei der Bestückung und natürlich auch dem nachfolgenden Löten voll haftbar sind, denn wenn Testsysteme oder Testmethoden bekannt bzw. vorhanden sind und nicht genutzt werden, ist der Tatbestand der groben Fahrlässigkeit gegeben und die Produkthaftung wird dann voll eintreten. Es ist leider auch nicht möglich, sich durch Verträge aus dieser Haftung zu befreien, so dass die Bestücker voll aktiv sein sollten, um Haftungsschäden zu vermeiden. Ein weiterer Nachteil liegt bei Dienstleistern (Bestückern) noch darin, dass sie nie wissen, wie die nächsten Produkte in Zukunft aussehen werden und ob das vorhandene Testsystem diesen Aufgaben gewachsen ist oder ob es entsprechend erweitert werden kann, um auch zukünftige Aufgaben in Technologien oder neuen Produkten sicher abzudecken. Das ist der Grund, weshalb sich unser Unternehmen ganz speziell mit Universaltestsystemen befasst, die nahezu allen Aufgaben, d.h. mehr als 97 %, gerecht werden. Daher ist grundsätzlich eine Entscheidung zu treffen, die die Universalität sicherstellt.
 Immer wieder kommen Kunden zu uns und erzählen uns von neuen
Technologien, die für sie einmalig sind und die dafür ein Testsystem
benötigen. Wie wir dann jedes Mal feststellen, sind das alles
Problemstellungen, die wir schon x-mal verwirklicht haben, und für die
wir ausgereifte Lösungen bieten, z. B. dass wir neben dem Incircuit- und
Funktionstest auch einen eigenen Boundary Scan-Test bieten
Immer wieder kommen Kunden zu uns und erzählen uns von neuen
Technologien, die für sie einmalig sind und die dafür ein Testsystem
benötigen. Wie wir dann jedes Mal feststellen, sind das alles
Problemstellungen, die wir schon x-mal verwirklicht haben, und für die
wir ausgereifte Lösungen bieten, z. B. dass wir neben dem Incircuit- und
Funktionstest auch einen eigenen Boundary Scan-Test bieten
Wir ermöglichen auch den optischen Test, bei dem wir LEDs in Intensität und Farbe prüfen, mit der notwendigen, im eigenen Haus entwickelten Sensorik, gefederten Glasfaserverbindungen, um optimale Messungen an diesen Bauteilen sicherzustellen. Wir prüfen auch optische Anzeigen wie LEDs, LCDs und Matrixanzeigen, welche auf LED, aber auch auf LCD-Basis arbeiten. Es können nicht nur die Segmente, Piktogramme oder eine Anzahl von Matrixpunkten auf Intensität, sondern auch auf Farbe getestet werden. Mittlerweile gehört zu Modulen in der Industrie, besonders auch in der Automobilelektronik die Aufgabe, Druckgeber einzubinden, welche Drucksensoren auf den zu prüfenden Baugruppen linearisieren und austesten können. Auch dafür haben wir eigene, von uns entwickelte Lösungen, um diese Baugruppen speziell auch mit unserer Software in komfortabler Form auszutesten. Auch Wärmesensoren bis zu 200 °C stehen zur Verfügung, um ICs, Umgebung und Bauteile zu prüfen. Für die Lötfehlerprüfung von LSIs in BeamLead-Technik bieten wir ebenfalls eine eigene Lösung, die anschlussgenau Fehler in diesen BeamLead-ICs prüfen können. Auch Polaritätstests an Aluminium-Elektrolytkondensatoren, ob radial oder axial, sind notwendig, da sie vom Hersteller bereits in einer Größenordnung von 2,6 % mit Fehlern geliefert werden und zwar beschriftet sind, aber leider falsch herum. Wenn beim Einsatz von Aluminium-Elektrolytkondensatoren Quellimpedanzen unter 1 Ohm bestehen, ist mit Sicherheit die Explosion des Elektrolytkondensators die Folge. Liegen aber von der elektronischen Schaltung Quellimpedanzen im Bereich von mehreren Ohm an, kann die Explosion bzw. der Kurzschluss des Elektrolytkondensators erst nach Stunden, Tagen, Wochen oder Monaten auftreten. Wird hingegen ein Polaritätstest durchgeführt, kann man sicherstellen, dass diese Früh- oder auch Spätausfälle auf ein absolutes Minimum reduziert sind. Ein weiterer Fehlerbereich ist beim Incircuittest und der derzeitigen bleifreien Lötung das Entstehen von Mikrorissen an Chipwiderständen, aber auch an Halbleitern jeder Art, die dann auch zu Ausfällen wie auch zu Früh- oder Spätausfällen führen können. In diesem Fall empfiehlt es sich, die Baugruppe vor der Lötphase einige Stunden bei ca. 60 °C oder 70 °C vorzusintern, um die Feuchte aus den Bauteilen wie Widerständen, Halbleitern und nicht zuletzt der Leiterplatte zu entfernen und so die Gefahr von Mikrorissen auf ein Minimum zu reduzieren.
Sollten Schaltfunktionen auf der Baugruppe vorgenommen werden, besonders mechanischer Art, bieten wir Einrichtungen, um diese Schaltaufgaben vorzunehmen. Sie können auch an Drehschaltern, Schiebeschaltern oder Tastendrückern vorgenommen oder per Relaiskontakt ausgeführt werden. Das Ansteuern zum Test von kapazitiven, aber auch induktiven Schaltern kann ebenfalls mit unserer eigenen Elektronik von unserem Testsystem vorgenommen werden. Durch unsere optische Auswertung ist es selbstverständlich möglich, Tachometer, Geschwindigkeitsmesser, Drehzahlmesser, Tankanzeige und Temperaturanzeige optisch auszumessen und die entsprechenden Werte dazu mit unseren Geräten einzuspeisen. Mehrfachnutzen können im Incircuittest und Funktionstest ebenfalls getestet werden. Dabei muss das Programm nur für ein Modul gepflegt werden und wird automatisch in die verbleibenden Module kopiert, so dass Programme dafür einfach und praxisnah erstellt werden. Danach werden über den Bildschirm die einzelnen Module bei erfolgreichem Test in grün und bei fehlerhaftem Test in rot angezeigt, wobei natürlich für die spätere dezentrale Reparatur alle Parameter zu jedem Modul zur Verfügung stehen. Eine umfangreiche Statistik zeigt an, inwieweit die vorgegebenen Parameter erreicht werden. So ist über die Qualität des Produktes einzeln, aber auch per Fertigungslos oder sogar für mehrere Jahre eine statistische Auswertung möglich, die vollgrafisch in Kurven angezeigt werden kann.
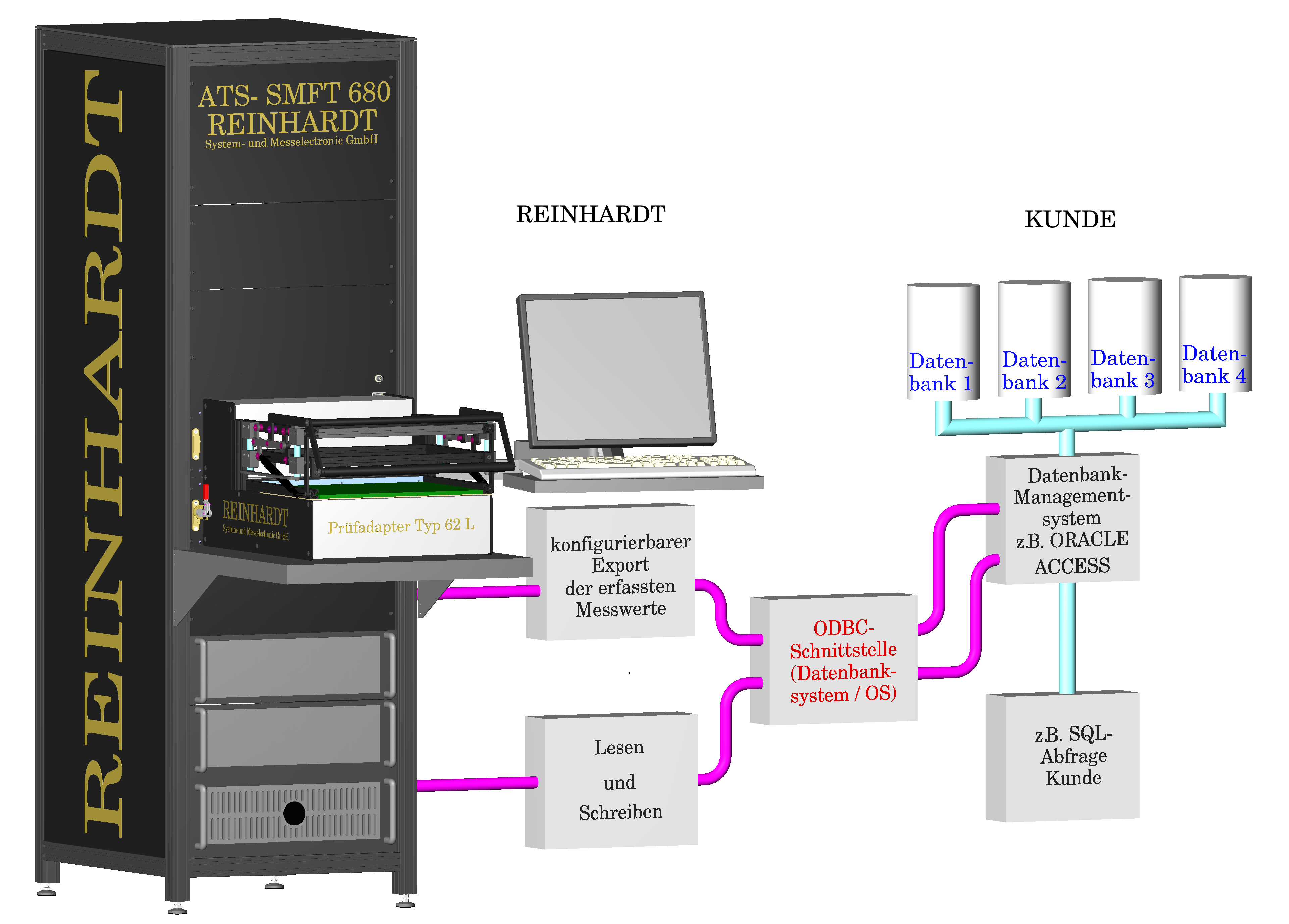 Mit der optionalen ODBC-Schnittstelle (Open Database Connectivity -
Datenexportfunktion) können beliebige Daten und Prüfergebnisse des
Testsystems einer beliebigen Datenbank zur Verfügung gestellt werden. So
lassen sich auf diesen Datenbanken die Prüfergebnisse, ob gut,
fehlerhaft oder alle Parameter abspeichern, verwalten und nach dem im
Haus befindlichen Qualitätsmanagementsystem auswerten. Seriennummern
können alphanumerisch eingegeben werden, per Scanner oder per
2D-Scanner, so dass auch hier die volle Erkennung der Prüfstatistik
vorhanden ist.
Mit der optionalen ODBC-Schnittstelle (Open Database Connectivity -
Datenexportfunktion) können beliebige Daten und Prüfergebnisse des
Testsystems einer beliebigen Datenbank zur Verfügung gestellt werden. So
lassen sich auf diesen Datenbanken die Prüfergebnisse, ob gut,
fehlerhaft oder alle Parameter abspeichern, verwalten und nach dem im
Haus befindlichen Qualitätsmanagementsystem auswerten. Seriennummern
können alphanumerisch eingegeben werden, per Scanner oder per
2D-Scanner, so dass auch hier die volle Erkennung der Prüfstatistik
vorhanden ist.
 Nach einem erfolgreichen Incircuittest können über in das Testsystem
eingebundene Programmer On-Board programmierbare Bauteile wie
Mikroprozessoren u. a. geflasht/programmiert werden, z. B. über eine
JTAG- oder eine COM-Schnittstelle. Im Funktionstest ermittelte Parameter
für Stützpunkte können ebenfalls mit dem REINHARDT-Testsystem in ein
EEPROM geschrieben werden.
Nach einem erfolgreichen Incircuittest können über in das Testsystem
eingebundene Programmer On-Board programmierbare Bauteile wie
Mikroprozessoren u. a. geflasht/programmiert werden, z. B. über eine
JTAG- oder eine COM-Schnittstelle. Im Funktionstest ermittelte Parameter
für Stützpunkte können ebenfalls mit dem REINHARDT-Testsystem in ein
EEPROM geschrieben werden.
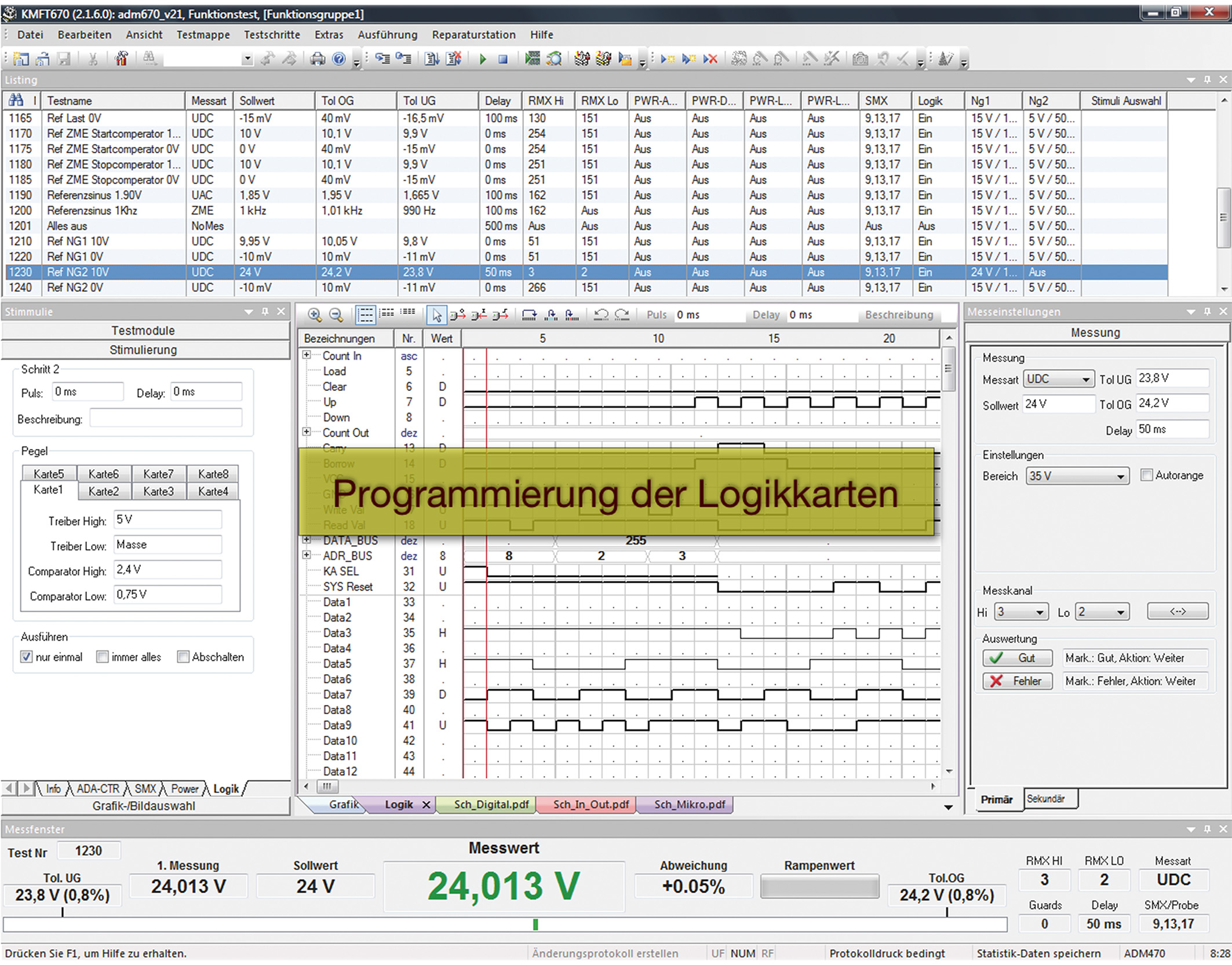
 Wie bereits erwähnt, gibt es für unser Testsystem ein sehr komfortables
Boundary Scan-System, mit dem sich Boundary Scan-Tests in wenigen
Stunden erstellen lassen. Die Fehler werden grafisch auf dem Bildschirm
eindeutig dargestellt und ermöglichen die Fehlerortung auch für
Anlernpersonal. Für die Boundary Scan-Programmierung von REINHARDT sind
keine Kenntnisse von C++ oder anderen Programmiersprachen notwendig und
lediglich eine Schulung von einmalig 2-3 Stunden. Das
REINHARDT-Testsystemkonzept hat die Möglichkeit, auch Ausgänge, die
nicht mit einem Boundary Scan-fähigen Bauteil verbunden sind, mit
Standardmodulen des Testsystems zu prüfen. Darüber hinaus können wir
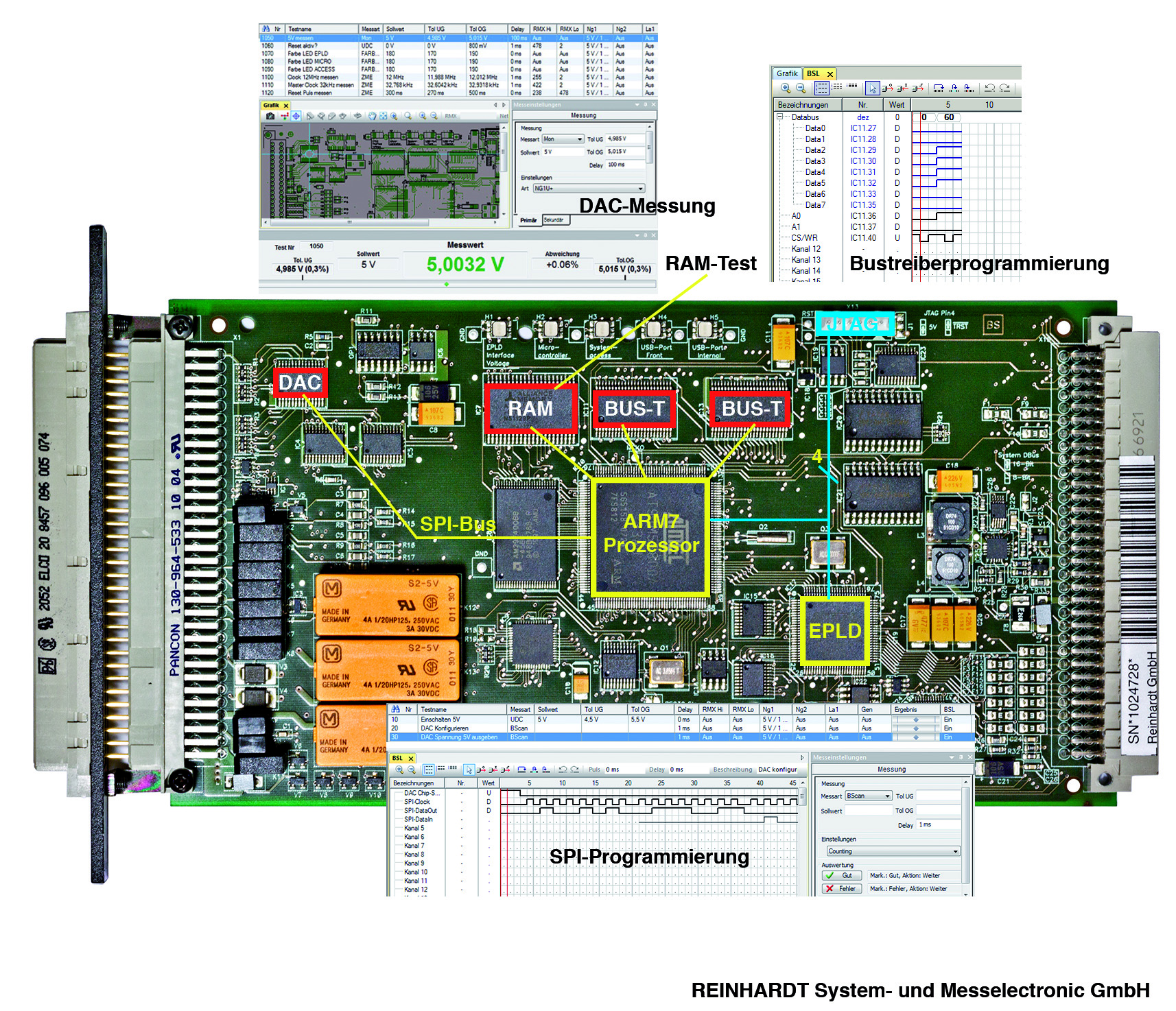
Funktionstests über den Boundary Scan-Kanal vorprogrammieren, um dann z.
B. Digital-zu-Analog-Konverter und nachfolgende Elektronik auf Funktion
testen zu können. Dabei kann der auf Baugruppen intern gerne verwendete
SPI-Bus über die Boundary Scan-Zelle komfortabel stimuliert werden.
Wie bereits erwähnt, gibt es für unser Testsystem ein sehr komfortables
Boundary Scan-System, mit dem sich Boundary Scan-Tests in wenigen
Stunden erstellen lassen. Die Fehler werden grafisch auf dem Bildschirm
eindeutig dargestellt und ermöglichen die Fehlerortung auch für
Anlernpersonal. Für die Boundary Scan-Programmierung von REINHARDT sind
keine Kenntnisse von C++ oder anderen Programmiersprachen notwendig und
lediglich eine Schulung von einmalig 2-3 Stunden. Das
REINHARDT-Testsystemkonzept hat die Möglichkeit, auch Ausgänge, die
nicht mit einem Boundary Scan-fähigen Bauteil verbunden sind, mit
Standardmodulen des Testsystems zu prüfen. Darüber hinaus können wir
Funktionstests über den Boundary Scan-Kanal vorprogrammieren, um dann z.
B. Digital-zu-Analog-Konverter und nachfolgende Elektronik auf Funktion
testen zu können. Dabei kann der auf Baugruppen intern gerne verwendete
SPI-Bus über die Boundary Scan-Zelle komfortabel stimuliert werden.
Da es kein Testsystem gibt, das Eingangsimpedanzen von GOhm, Kapazitäten von 0 pf, Induktivitäten von 0 mH hat und Übersprechen nicht kennt, müssen gewisse Signale mit kleinen Hilfsmodulen so hochimpedant gemacht werden, dass kein Funktionsfehler entstehen kann und das Signal gebuffert wird und ohne Belastung gemessen werden kann. Zahlreiche Module, z. B. Spitzenspannungsmessung an DC-DC-Konvertern, Generatoren für Sinus von 0-65 kHz, Spannungs- und Stromquellen mit 12 bit Auflösung, Leistungsrelais, Prescaler zum Reduzieren von 2 GHz auf 25 MHz, ein Modul zum Auswerten akustischer Signale u. a. m. sind Teil unseres Testsystems, teilweise Standard, teilweise Optionen, aber bis auf Rechner, Tastatur und Monitor von uns hergestellt und auf Lager gehalten, so dass zu jeder Zeit das Ersatzteil entweder auf kürzestem Weg zugesandt oder innerhalb von 24 Stunden vor Ort die Reparatur vorgenommen und die Funktionalität des Testsystems wieder instand gesetzt werden kann.
REINHARDT-Testsysteme werden als Universaltestsysteme entwickelt, produziert und geliefert, um Aufgaben nach 10, 15 und sogar auch 20 Jahren gerecht zu werden. Es besteht die Möglichkeit, Schulungen für neues Personal für die Programmierung und Bedienung vor Ort zu erhalten, Kalibrierungen nach ISO9000 wie auch Instandsetzungen vor Ort, aber auch in unserem Haus vorzunehmen. Bei PCI-, PXI- und VXI-Testsystemen besteht leider nicht die Möglichkeit, solche Instandsetzungsarbeiten innerhalb von 24 Stunden vor Ort oder beim Lieferanten durchzuführen, Ersatzteile in diesem Zeitraum bereitzustellen oder Schulungen, Instandsetzungen und vor allem Kalibrierungen durchzuführen.
Sie können diesen Artikel laden unter art514.pdf.
© 07.05.2014
