Testen von elektronischen Flachbaugruppen in der Praxis
Das Testen von elektronischen Flachbaugruppen ist zu einem notwendigen Übel geworden, da es bis heute nicht möglich ist, fehlerfrei zu fertigen. Drei Testmethoden helfen, Fehler ziemlich genau zu erkennen und auch punktgenau anzuzeigen, um sie dann zu beseitigen. Vorab noch ein paar leider sehr negative Erkenntnisse, die aber leider Gültigkeit haben. Nachdem wir bereits über 50 % der europäischen Dienstleister mit unseren Testsystemen versorgt haben, ist natürlich der Incircuit- bzw. der Funktionstest ein Muss. Bedauerlicherweise sind viele Produzenten, welche mit Dienstleistern arbeiten nicht bereit, noch Testsysteme für die Wareneingangsinspektion anzuschaffen und verlassen sich voll auf ihre Dienstleister. Von allen hergestellten Flachbaugruppen werden ca. 20 % nicht getestet und auch nicht inspiziert. Weitere 25 % werden wenigstens durch eine visuelle Kontrolle durch den Menschen, aber auch durch AOI (Automatische optische Inspektionssysteme) geprüft. Weitere etwa 25 % werden mehr schlecht als recht funktionsgetestet in der Hoffnung, dass die Funktion vorhanden ist und ggf. sehr aufwendig repariert. Nur 30 % aller Baugruppen werden wirklich nach den heutigen Möglichkeiten und auch im Rahmen der Produkthaftung getestet. Das zeigt, dass im Bereich Testen von Flachbaugruppen noch viel zu tun ist.
Optimale Ergebnisse liefert die Kombination aus Incircuittest, der Funktionstest und Boundary Scan Test. AOI-Tests sind nach unserer Erfahrung nicht wirtschaftlich, denn neben der relativ hohen Investition des AOI-Testers muss noch eine Person zur Seite stehen, die die erkannten Fehler interpretiert. Der Grund dafür liegt darin, dass die verwendeten Kameras noch zu stark rauschen, dass die Software noch nicht ausgereift ist und die Beleuchtung weit hinter den Aufgaben zurücksteht. Wir sind jedoch zuversichtlich, dass in 3-5 Jahren das AOI-Konzept so weit entwickelt wird, dass es wirklich eine wirtschaftliche Bereicherung des Tests von Flachbaugruppen wird. Der erste Test, der Incircuittest, prüft die typischen Fertigungsfehler wie Kontaktierungsfehler, Lötkurzschlüsse, SMD-Lötfehler sowie Bestückungsfehler und fehlende Bauteile. Polarisierte Bauelemente lassen sich mit dem AOI-System leider noch nicht ohne Einschränkungen erkennen. Darin hat der Incircuittest wesentliche Vorteile. Nachdem beim AOI-Test bei den wenigsten Geräten ein umfassender elektromechanischer Test vorliegt, bieten sie gegenüber dem klassischen Incircuittest keinerlei Vorteil, denn selbst die Lötfehlererkennung erreicht bei weitem nicht 70-80 %. Der Incircuittest legt für jedes einzelne Bauteil die Betriebsspannung an und prüft dann möglichst zerstörungsfrei die Bauteile. Erfahrungsgemäß liegt die Testspannung beim Incircuittest zwischen 500 mV und 1 V. Nachdem wir aber feststellen mussten, dass manche Bauteile besonders aus dem asiatischen Raum bereits bei 0,5 V zerstört werden, haben wir unseren Incircuittest schon vor 6 Jahren auf 200 mV Signalgröße reduziert. Das schont die Produkte enorm und verhindert eine Zerstörung. Zu den Parametern, welche im Incircuittest nicht oder nur eingeschränkt getestet werden können gehören Varistoren (Hochspannungsschutz), die bei der entsprechenden Spannung zünden und bereits einiges an Zerstörung hervorrufen können. Varistoren auf Zinkoxidbasis können anhand der Kapazität auf ihre Spannung geprüft werden. Befinden sich aber Kapazitäten parallel, die das 50- oder 100-fache überschreiten, ist auch diese Messung nicht möglich. Die Abblockkondensatoren, die heute jedes IC benötigt, haben typisch eine Größe von 100 nF, bei ca. 30 ICs wären dies ca. 3 µF. Auf diesem parallelen Zweig befindet sich auch noch ein Lade- und ein Filterelektrolytkondensator, so dass mehrere hundert µF parallel liegen und die Messung der einzelnen hundert nF nicht möglich ist. Wir haben als Option die Möglichkeit, mit Hilfe von Hochfrequenz Lötfehler bei Beam Lead ICs oder Ball Grid ICs zu erkennen und sie punktgenau anzuzeigen. Eine Einschränkung ist jedoch, nachdem wir ein Hochfrequenzsignal mit 200 mV einprägen, dass Massen nicht messbar sind, denn es ist leider nicht möglich, Hochfrequenz von Masse nach Masse einzuprägen. Das trifft auch auf die Betriebsspannung zu, die abgeblockt ist, damit keine Hochfrequenz eingespeist werden kann.
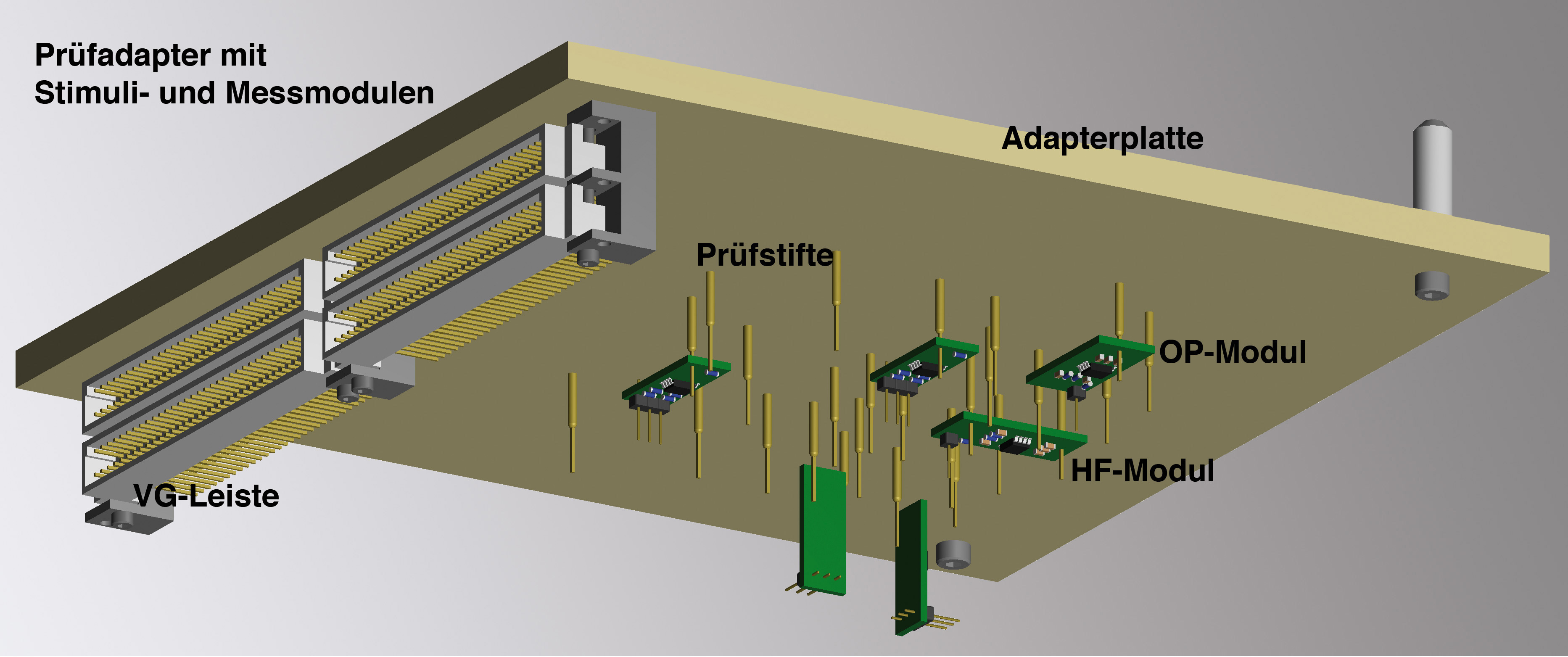
Der Funktionstest wird mit Hilfe von Matrixkanälen auf Relaisbasis (Reedschalter) mit einer Spannungsfestigkeit von 200 V durchgeführt. Wir verwenden keine Halbleiterrelais, da diese Probleme mit der Spannungsfestigkeit und vor allem zu hohe Kapazitäten erwarten lassen. Diese Matrixkanäle sind zu Stimulieinheiten verschaltet oder zu weiteren Matrixkanälen, die zu verschiedenen Messeinheiten führen. Üblicherweise besitzt ein typisches Funktionstestsystem heute ca. 300-600 Messkanäle, welche von den Kontaktierungsnadeln (Prüfstiften) kontaktiert werden, die über WireWrap-Drähte mit den Adaptersteckern und von dort aus direkt oder über Flachbandkabel mit dem eigentlichen Tester verbunden werden. Nachdem es von größtem Interesse ist, die Messeinheiten mit einem Eingangswiderstand von 100 MOhm oder größer zu haben, ist natürlich der kapazitive und induktive Anteil ein starker Faktor, der je nach Testsystem und Kabellänge Resonanzfrequenzen hat zwischen 1 MHz und 10 MHz. Das bedeutet, dass Signale verschliffen oder so stark reduziert werden, dass eine Messung nicht mehr möglich ist. Deshalb ist es von größtem Interesse, die Kapazitäten, die Induktivitäten und die Eingangsimpedanzen eines Testesystems zu kennen. Es gibt Baugruppen, die sehr hochimpedant konstruiert werden und bei denen das standardmäßige Messverfahren eine so starke Verfälschung bedeutet, dass es besser nicht angewendet wird.
 Messmodule innerhalb des Adapters
Messmodule innerhalb des AdaptersWir haben eine Reihe von Stimuli- und Messmodulen in der Größe eines Daumennagels entwickelt, die dadurch in der Lage sind, Impedanz- und Frequenzprobleme zu reduzieren.
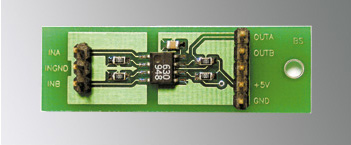 Ein Modul hat einen Eingangswiderstand von größer als 1 TΩ und eine
Kapazität von 3 pF. Der Ausgang dieses Moduls liegt bei 30 Ohm, so dass es
trotz Impedanz der Messeinheit ein sicheres Signal zuführt. Dieses
Modul wird an einem gefederten Kontaktstift fixiert, der auch die
Signalverbindung herstellt, um Kapazitäten, Impedanzen und
Induktivitäten auf einem absoluten Minimum zu halten. Ein anderes Modul
ist besonders interessant für die Messung bis 20 MHz, wobei für eine
sichere Messung hochimpedante Signale bis 20 MHz auf 30 Ohm Impedanz
reduziert werden. Ein Spitzenspannungsmodul dient als Gleichrichter von
Spikes von Digitalschaltungen und Schaltnetzgeräten direkt an der
Messung und führt diese Signale gebuffert der Messeinheit zu. Auch
Frequenzteiler bis 5 GHz können auf diese Weise eingebaut werden, um
auch hohe Frequenzen zu prüfen. Eine Reihe von Relais, die direkt an den
gefederten Kontaktstift angeschaltet werden, garantiert die geringe
kapazitive und induktive Belastung.
Ein Modul hat einen Eingangswiderstand von größer als 1 TΩ und eine
Kapazität von 3 pF. Der Ausgang dieses Moduls liegt bei 30 Ohm, so dass es
trotz Impedanz der Messeinheit ein sicheres Signal zuführt. Dieses
Modul wird an einem gefederten Kontaktstift fixiert, der auch die
Signalverbindung herstellt, um Kapazitäten, Impedanzen und
Induktivitäten auf einem absoluten Minimum zu halten. Ein anderes Modul
ist besonders interessant für die Messung bis 20 MHz, wobei für eine
sichere Messung hochimpedante Signale bis 20 MHz auf 30 Ohm Impedanz
reduziert werden. Ein Spitzenspannungsmodul dient als Gleichrichter von
Spikes von Digitalschaltungen und Schaltnetzgeräten direkt an der
Messung und führt diese Signale gebuffert der Messeinheit zu. Auch
Frequenzteiler bis 5 GHz können auf diese Weise eingebaut werden, um
auch hohe Frequenzen zu prüfen. Eine Reihe von Relais, die direkt an den
gefederten Kontaktstift angeschaltet werden, garantiert die geringe
kapazitive und induktive Belastung. 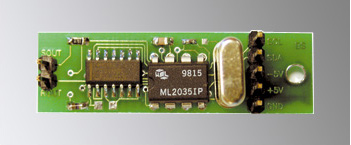 Ein Digital-zu-Analog-Konverter mit Spannungen von 12 Bit von 0-5 V und Strömen von 0-20 mA aktiviert im Funktionsbereich Signale über kürzeste Anbindung. Eine andere Reihe von Modulen beinhaltet einen digitalen Sinusgenerator, der in 1 Hz-Schritten von 0 Hz bis 65 kHz programmiert werden kann. Von diesem Modul können so viele wie nötig eingesetzt werden.
Ein Digital-zu-Analog-Konverter mit Spannungen von 12 Bit von 0-5 V und Strömen von 0-20 mA aktiviert im Funktionsbereich Signale über kürzeste Anbindung. Eine andere Reihe von Modulen beinhaltet einen digitalen Sinusgenerator, der in 1 Hz-Schritten von 0 Hz bis 65 kHz programmiert werden kann. Von diesem Modul können so viele wie nötig eingesetzt werden.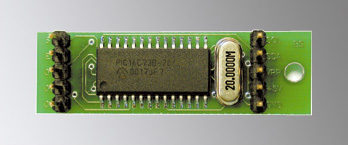 Generatoren bis 30 MHz und 3 vorgewählten Frequenzen stehen ebenfalls
zur Verfügung. Die Probleme, die einfach durch Matrix und
Eingangsimpedanzen entstehen, können damit nahezu verlustfrei gemessen
werden.
Generatoren bis 30 MHz und 3 vorgewählten Frequenzen stehen ebenfalls
zur Verfügung. Die Probleme, die einfach durch Matrix und
Eingangsimpedanzen entstehen, können damit nahezu verlustfrei gemessen
werden. Eine weitere Notwendigkeit im Funktionstest ist das Zuschalten
externer Quellen wie Generatoren, Rechteck, Sinus, Puls, AC/DC-Quellen
und Lasten über 2 COM-Busse, Ethernet-Bus, I2C und GPIB-Bus. Das
Einbinden von Programmern ist in unserer Software Standard ebenso wie
das Nutzen von EXE-Files für besondere Stimulierungsaufgaben. Unsere
neue Multifunktionskarte beinhaltet zwei I2C-Busse, die auch in
Spannungen programmierbar sind. Außerdem besitzt sie einen USB-Bus,
einen COM-Bus, einen RS485-Bus, zwei RS232-Schnittstellen, einen
Pulsgenerator zwischen 0 und 4 MHz mit beliebiger Pulsbreite sowie zwei
8Bit-Stimulibussysteme und Empfangsbussysteme und den SPI-Bus. Eine
standardmäßige Statistik erlaubt beim Fertigstellen des Incircuit- bzw.
des Funktionstestprogramms, die Grenzwerte optimal zu justieren und so
die erhaltenen Daten über eine optionale ODBC-Schnittstelle mit
Datenbanksystemen zu korrespondieren und alle ermessenen Daten zu
übergeben. So kann man sie zu jedem Zeitpunkt auch noch nach Jahrzehnten
aufrufen, um Qualitätsmängel beim Test zu dokumentieren.
Eine weitere Notwendigkeit im Funktionstest ist das Zuschalten
externer Quellen wie Generatoren, Rechteck, Sinus, Puls, AC/DC-Quellen
und Lasten über 2 COM-Busse, Ethernet-Bus, I2C und GPIB-Bus. Das
Einbinden von Programmern ist in unserer Software Standard ebenso wie
das Nutzen von EXE-Files für besondere Stimulierungsaufgaben. Unsere
neue Multifunktionskarte beinhaltet zwei I2C-Busse, die auch in
Spannungen programmierbar sind. Außerdem besitzt sie einen USB-Bus,
einen COM-Bus, einen RS485-Bus, zwei RS232-Schnittstellen, einen
Pulsgenerator zwischen 0 und 4 MHz mit beliebiger Pulsbreite sowie zwei
8Bit-Stimulibussysteme und Empfangsbussysteme und den SPI-Bus. Eine
standardmäßige Statistik erlaubt beim Fertigstellen des Incircuit- bzw.
des Funktionstestprogramms, die Grenzwerte optimal zu justieren und so
die erhaltenen Daten über eine optionale ODBC-Schnittstelle mit
Datenbanksystemen zu korrespondieren und alle ermessenen Daten zu
übergeben. So kann man sie zu jedem Zeitpunkt auch noch nach Jahrzehnten
aufrufen, um Qualitätsmängel beim Test zu dokumentieren.
Sie können diesen Artikel laden unter art813.pdf.
© 05.08.2013
